歡迎來(lái)到浙江宇興傳動(dòng)機(jī)械有限公司企業(yè)官網(wǎng)!
0572-6238529
13967273466@163.com
短信碼登錄
密碼登錄
獲取短信驗(yàn)證碼

軋輥軸承位的電刷鍍修復(fù)
2012-08-06
作者:王龍海 陳彥慈
(邯鄲鋼鐵公司實(shí)業(yè)公司)
軋輥軸承位的修復(fù)有多種方式,傳統(tǒng)的堆焊修復(fù)技術(shù)是將軋輥完全拆卸后進(jìn)行堆焊,然后熱處理,在車(chē)床上進(jìn)行精加工到規(guī)定尺寸精度。堆焊修復(fù)技術(shù)的缺點(diǎn)是堆焊后軸頭需機(jī)加工,修復(fù)成本高,時(shí)間長(zhǎng)。對(duì)于軋輥軸承位磨損尺寸較小的軋輥,我廠(chǎng)采用電刷鍍修復(fù)技術(shù)對(duì)軋輥軸承位進(jìn)行修復(fù),降低了成本,節(jié)省了時(shí)間,收到了較好的修復(fù)效果。(邯鄲鋼鐵公司實(shí)業(yè)公司)
1 軋輥軸承位電刷鍍修復(fù)工藝
1.1 電刷鍍工藝原理及優(yōu)點(diǎn)
電刷鍍是基于鍍筆與工件之間有一定的相對(duì)運(yùn)動(dòng)速度,在鍍筆與工件接觸處發(fā)生瞬時(shí)放電結(jié)晶的原理,對(duì)損傷工件表面進(jìn)行修復(fù)的。對(duì)每一點(diǎn)它們的放電結(jié)晶是斷續(xù)的。這樣,散熱快,氫氣也容易溢出,不會(huì)產(chǎn)生氫脆,只要鍍液充分供應(yīng),在陰極區(qū)就不會(huì)出現(xiàn)離子貧乏現(xiàn)象。電刷鍍的電流密度比槽鍍大幾倍到幾十倍,金屬離子的濃度比槽鍍大1020倍,刷鍍沉積速度比槽鍍快5~50倍。
與其他方式比較,電刷鍍具有設(shè)備簡(jiǎn)單、鍍積速度快、鍍層與基層結(jié)合強(qiáng)度高、鍍液性能穩(wěn)定、鍍后不需機(jī)械加工等特點(diǎn)。
1.2 軋輥軸承位電刷鍍修復(fù)工藝
現(xiàn)以軋輥為例,談一談電刷鍍修復(fù)軋輥軸承位表面的工藝(圖1)。
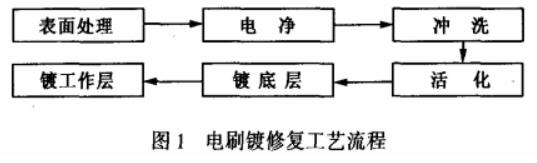
用丙酮擦洗軸承位表面,去除油污。清除軸承位上的毛刺、疲勞層,用細(xì)砂紙打磨待修復(fù)表面。
1.2.2 電凈及沖洗
用專(zhuān)門(mén)的除油電凈液,或根據(jù)不同金屬表面的鈍化特點(diǎn)配制相應(yīng)的活化液對(duì)金屬表面進(jìn)行電凈處理,進(jìn)一步去除表面油污。電凈時(shí)工件接電源負(fù)極,電壓8~12V,相對(duì)速度4~6m/min。電凈后沖洗干凈。
1.2.3 活化及沖洗
用活化處理的方法除去表面氧化膜。活化處理時(shí),工件接電源正極,電壓8~12V,相對(duì)運(yùn)動(dòng)速度6~10m/min。活化后沖洗干凈。
1.2.4 鍍層
鍍筆采用不溶性陽(yáng)極,金屬離子靠鍍液提供。電刷鍍?cè)O(shè)備可鍍積銅、鐵、鎳、鋅、鉻等多種單一金屬或合金。同一種金屬又可獲得不同特點(diǎn)的鍍層,有的可獲得Z高的致密度,有的可獲得Z好的電效率,有的鍍層光亮美觀,有的鍍層烏黑吸光性好,有的鍍層內(nèi)應(yīng)力低,有的鍍層耐磨性好,有的鍍層安全厚度大等。根據(jù)需要可將單一金屬溶液按一定比例配制成多品種的合金鍍液。根據(jù)軋輥軸承位修復(fù)表面要求,合理確定鍍液種類(lèi)、電壓、電流。
根據(jù)被鍍工件的鍍覆面積,所用鍍液的耗電系數(shù),鍍層厚度計(jì)算出所需要的電量值。刷鍍時(shí)的耗電量按下式計(jì)算:
Q:CXSxH (1)
式中:Q為刷鍍某種金屬鍍層所耗用的電量數(shù),A•h;S為被刷鍍工件鍍覆面積,dm2;H為刷鍍鍍層的厚度,μm;C為金屬鍍液的耗電系數(shù),A•h/dm2•μm。
刷鍍時(shí),保持鍍筆與輥面適當(dāng)?shù)南鄬?duì)運(yùn)動(dòng)速度,同時(shí)注意鍍液的溫度與清潔。為提高工作鍍層與基層金屬的結(jié)合強(qiáng)度,用特殊鎳作低層,厚度0.1~0.5mm。當(dāng)要求鍍層尺寸較厚,往往用幾種鍍層交替疊加,達(dá)到既恢復(fù)尺寸快、又保證鍍層強(qiáng)度的目的。工作鍍層是表面的Z終鍍層,直接決定表面力學(xué)、物理、化學(xué)性能要求。我們采用快速鎳鍍工作層,電壓8~14V,相對(duì)速度6~12m/min。
2 效果
我廠(chǎng)電刷鍍技術(shù)除了在軋輥軸承位修復(fù)中應(yīng)用外,也應(yīng)用于電機(jī)轉(zhuǎn)子軸承位、風(fēng)機(jī)葉輪軸承位、超差零件的修復(fù),以及對(duì)大型機(jī)械的不解體現(xiàn)場(chǎng)修復(fù),效果很好。
聯(lián)系我們
0572-6238529
地址:浙江省湖州市長(zhǎng)興縣太湖 街道明珠路818號(hào)國(guó)際商務(wù)樓10 樓22室
13967273466@163.com

公眾號(hào)

小程序
?浙江宇興傳動(dòng)機(jī)械有限公司 版權(quán)所有 浙ICP備2021002843號(hào)